
Progressive Technology
Wogaard Coolant Saver takes off at Progressive Technology
Progressive Technology has always been an early adopter when it comes to equipment that can benefit the performance of the business. One of the company’s latest benefits has come from a simple, but effective, method of reclaiming the coolant from the swarf bins located alongside each of its advanced machine tools using the Award-winning Wogaard Coolant Saver.
Providing advanced CNC machining services for most of the leading high tech industry sectors, Newbury-based Progressive Technology has, in methods and capability, shifted significantly from where the company started. However, geographically it has hardly moved at all as the family-run business was initially established in Overton, just outside of Basingstoke, less than 30 minutes away.
When the company’s owner took over the small jig and tool business from his father in 1995, he invested in wire EDM and CNC machining technology to support the customers' needs at that time.
Then, around 7 years ago, the company invested in 5-axis CNC machining technology when a Newbury-based Formula One component supplier decided to hang up their tools. “We acquired the building and some of the machine tool assets,” recalls Improvements Engineer, Ashley Mizen. “Although we did not take over the business. The motorsport customers looked to us to fill the gap that had been left.
We had the equipment and the capacity, so we applied our engineering knowledge to the various projects and it grew from there.
“Back then we had the 5-axis site in Newbury, and the turning and vertical milling machines in Overton. We kept going from strength-to-strength and moved all of the milling over to the original Newbury site. With more machinery being purchased it came to a point where we were fit to burst, so we started to look around Newbury for other sites and then bought our current facility about three years ago.”
When the company’s owner took over the small jig and tool business from his father in 1995, he invested in wire EDM and CNC machining technology to support the customers' needs at that time.
Then, around 7 years ago, the company invested in 5-axis CNC machining technology when a Newbury-based Formula One component supplier decided to hang up their tools. “We acquired the building and some of the machine tool assets,” recalls Improvements Engineer, Ashley Mizen. “Although we did not take over the business. The motorsport customers looked to us to fill the gap that had been left.
We had the equipment and the capacity, so we applied our engineering knowledge to the various projects and it grew from there.
“Back then we had the 5-axis site in Newbury, and the turning and vertical milling machines in Overton. We kept going from strength-to-strength and moved all of the milling over to the original Newbury site. With more machinery being purchased it came to a point where we were fit to burst, so we started to look around Newbury for other sites and then bought our current facility about three years ago.”
|
Following an extensive refurbishment programme the 5,000 m2 unit was ready for occupation, but the window of opportunity to relocate between the busy periods of the motorsport season was just two weeks. “We moved the machine tools we were keeping, and replaced some others. Our old Mikron was updated with a new Mikron HPM600U. Two new DMG 40 eVos along with two new DMG 60 eVos were also added to the plant list,” says Ashley Mizen.
This investment philosophy has continued as the company has grown, with three CMS 5-axis pattern machining centres added alongside two new 5-axis Hedelius machining centres and a DMG DMU 50. He continues: “We are a rapid reaction business; we have an order book that does tend to fluctuate a lot. Working with all of the Major F1 teams, we are constantly investing in new technology. We specify our machines very highly, with many additional features included to make them as efficient and versatile as possible.” Today, the 60-strong highly skilled workforce runs 7 days a week, 24 hours a day. Materials cut include a full range of engineering plastics, stainless steels, heat treated tool steels, 7 series aluminium, titanium and heat resistant alloys such as Inconel, as well as silicon inclusion metal matrix composites using PCD tooling. All of the staff are empowered and trusted to deliver, as Ashley Mizen says “it is a matter of making sure the right jobs go to the right engineer.” |

|


|
Batch sizes vary, motorsport customers might order 12 parts; six of each hand, whereas precision medical components are normally 500 off. “One of the biggest issues for us is we machine using a lot of high pressure through spindle coolant, so the machines have a tendency to flood unless we keep the chip-conveyors on all the time. However, that soon fills the swarf bins with coolant.
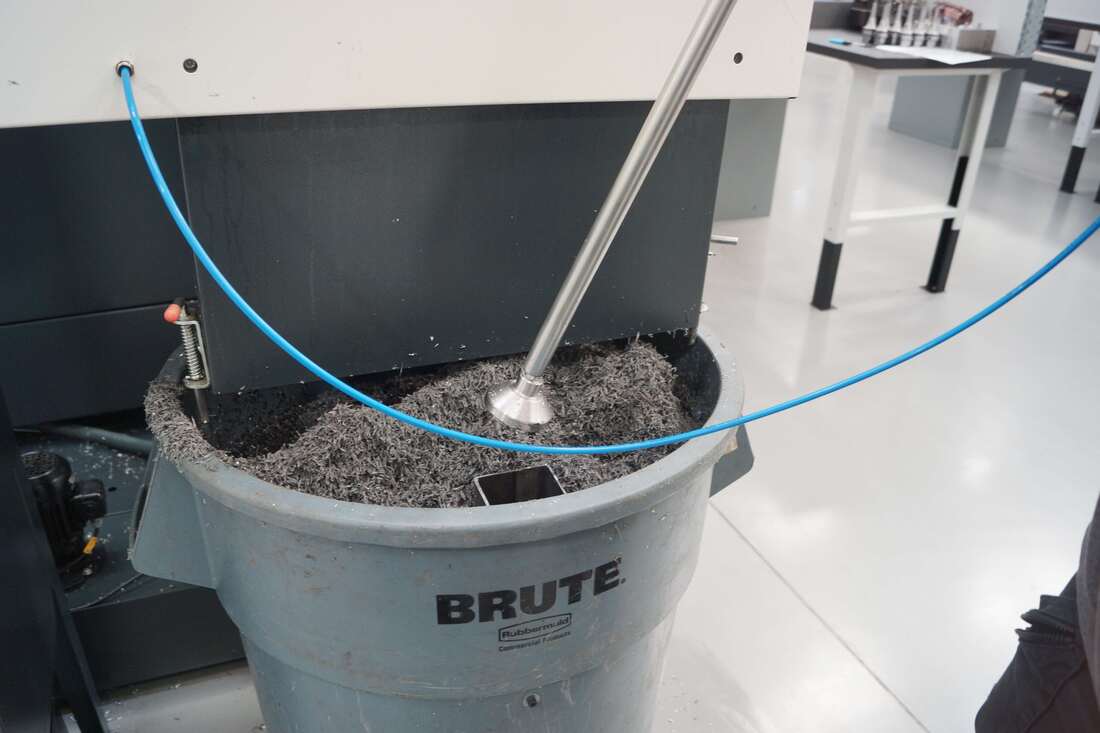
“When the scrap metal rules changed recently we decided to use a single source service provider, but they didn’t want to take our scrap wet. We had a system whereby the swarf bins were loaded on to a device, then tipped up to drain. This was a messy and very inefficient process. It was carried out inside by a couple of people and it was impossible to drain the swarf cleanly. It also had the potential to cause a hazard due to coolant spilling on the workshop floor. And, we also had a full time maintenance person replenishing the coolant in the machine tool sumps,” Ashley Mizen explains. The Wogaard Coolant Saver was introduced to the company by Director of Sales, Jason Hutt, who recalls: “Everyone at Progressive Technology could see the benefits of fitting the Coolant Saver, but the workload made it difficult to get the units fitted to the machines. They only take around 20 minutes or so to fit, but the schedule was so tight even such a small break could not be found.” |
Ashley Mizen adds: “We did stop a chosen machine to fit the coolant saver when we identified a problem with coolant in the swarf bin on a particular job. We were unsure how long it was going to take to fit so were reluctant to stop a machine during our busy period. We found that fitting the initial trial unit to the machine actually took no time at all, but modifying our swarf bins to suit the coolant saver was the time consuming process. We trialled the first unit for a few weeks and could straight away see the benefit, it is simple to use and, with our water miscible coolant mix running at between 6 and 9 per cent, it has obviously saved us a fortune, with the benefit of reduced sump top ups and improved housekeeping.”
As well as a Coolant Saver specifically designed for Swiss-style sliding head CNC lathes, Wogaard is also developing a swarf bin module that will make the installation of the system much more efficient.
Jason Hutt concludes: “We know busy companies such as Progressive Technology will always struggle to make the time to fit our Coolant Saver units, so we are designing ancillary equipment to make it as quick and easy as possible. As well as the swarf bin module we will also be offering bespoke fittings kits, so if required all the pipe fitting needed for a specific machine tool will be supplied with the Coolant Saver.”



